
- Home/
- GATE MECHANICAL/
- GATE ME/
- Article
Sheet Metal Study Notes for Mechanical Engineering
By BYJU'S Exam Prep
Updated on: September 25th, 2023

Sheet metal study notes for mechanical engineering cover a wide range of topics, including material selection, sheet metal forming processes such as bending, deep drawing, and stamping, and various cutting techniques such as shearing and laser cutting. Additionally, the study notes also cover important topics such as sheet metal design guidelines, tolerances, and surface finishing techniques.
By studying sheet metal in-depth, mechanical engineers can develop the necessary skills to design and manufacture high-quality products that meet the requirements of their clients. Whether you are working in the automotive industry, aerospace, or any other manufacturing sector, a strong understanding of sheet metal can be a valuable asset for your career.
Table of content
What are Sheet Metal Operations?
A sheet is a plate with a thickness of less than 5 mm. Sheet metal operations are performed over metal sheets when the length and width are very large compared to thickness. The basic cutting operations which come under Sheet Metal Operations are Punching Operations and Blanking Operations. For both punching and blanking operations, the punch and die combination will be used as tools.
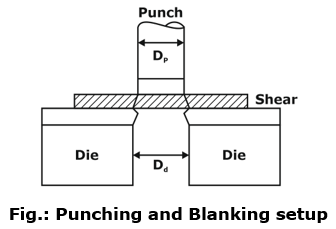
Punching Operation
When the force is applied by using the punch onto the sheet, the cutting or shearing action will be taking place in the sheet producing a piece/blank leaving a hole in the sheet.
- In punch and die working, if the hole produced in the sheet is useful, it is called the Punching or Piercing operation.
- To ensure that the cutting or shearing action is taking place on the sheet, the Punch size is always less than the Die size.
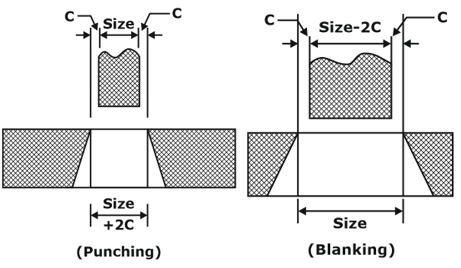
- In the punching operation, the punch size is made equal to the hole size and clearance is provided on the die.
- Punch Size < Die Size (Basic Requirement)
- Punch Size = Hole Size (Needed)
- Clearance → Die.
- Shear → Punch.
Blanking Operation
When the force is applied by using the punch onto the sheet, the cutting or shearing action will be taking place in the sheet producing a piece/blank.
- In punch and die working, if the Piece/blank produced in the sheet is useful, it is called a Blanking operation.
- In the blanking Operation, the die size is made equal to the blank size, and clearance is provided only on the Punch.
- Die Size = blank Size.
- Clearance → Punch.
Analysis of Punching and Blanking
Let, C is the amount of clearance per side of the die opening. The optimum clearance can be determined with the help of the following relation,
Optimum clearance, C = 0.0032t*sqrt(τ)
Where, t = sheet thickness in mm, τu = ultimate shear stress in N/mm2
Load Estimation of Punching and Blanking Operation
The distance at which the punch enters into the work material to cause rupture to take place is called ‘penetration’ and is usually given as the percentage of the stock thickness.
Fmax = As × τu
where
- As = shearing area = p × t
- τu = ultimate shear stress
- t = thickness of plate
- p = perimeter, p = πd for Circular cross-section
- As = πdt for circular cross-section
For rectangular blanks with length L and width b, it is Fmax = 2(L + b)t.τu
ENERGY REQUIRED OR WORK DONE IN PUNCHING / BLANKING
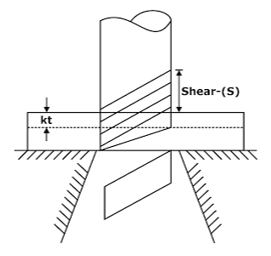
Work done = Force × distance = Fmax × Kt
In general K = 0.2 to 0.6, K = % penetration required for completing the shearing action.
Methods of Reducing Punch Force
The working faces of the punch or die are ground off so that these do not remain parallel to the horizontal plane but are inclined to it. The angle of inclination is called shear. This has the effect of reducing the sheared area at any one time and the maximum force is much less.
Stock Strip Layout
Another important aspect of the blanking operation is to minimize the scrap by an optimum layout design (also known as nesting).
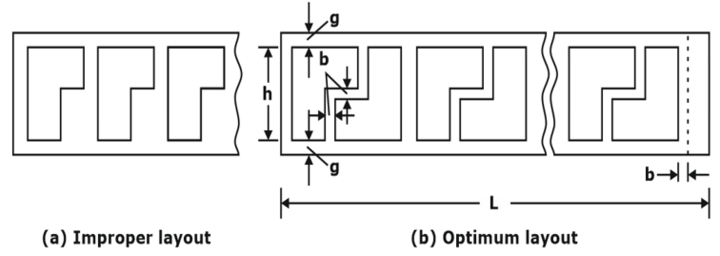 In a circular blank, some saving in the scrap may be achieved only through a choice of multiple rows. Since the components are to be ultimately blanked out of a stock strip, precaution is to be taken while designing the dies for utilizing as much stock as possible. It is also necessary in progressive dies, to ensure continuous handling of the scrap on the die block, which means that the scrap strip should have sufficient strength.
In a circular blank, some saving in the scrap may be achieved only through a choice of multiple rows. Since the components are to be ultimately blanked out of a stock strip, precaution is to be taken while designing the dies for utilizing as much stock as possible. It is also necessary in progressive dies, to ensure continuous handling of the scrap on the die block, which means that the scrap strip should have sufficient strength.
Springback- Springback is the elastic recovery leading to the increase of the included angle when the bending pressure is removed. To compensate for spring back two methods are commonly used:
- Overbending—the punch angle and radius are smaller than the final ones.
- Bottoming—squeezing the part at the end of the stroke.
Deep drawing- It is a Sheet Metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. Deep drawing is mainly used for producing Cup-shaped components. Drawing is called deep drawing when the height of the cup is greater than half of the diameter of the cup, otherwise shallow drawing. Most of the utensils used in the kitchen are produced by using Deep Drawing Operation only.
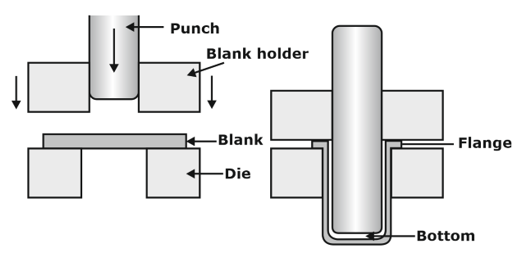
Clearance- Clearance c is the distance between the punch and die and is about 10% greater than the stock thickness: c = 1.1t
Measures of Drawing- Two measures of the severity of a deep drawing operation following measures are used,
- Drawing ratio DR is defined as DR = Db/Dp, Here Db is the blank diameter and Dp is the punch diameter. DR must be less than 2.0 for a feasible operation. If it is more than 2.0, the progressive deep drawing is applied.
- Thickness-to-diameter ratio t/Db– It is desirable to be greater than 1% to avoid wrinkling.
Blank size determination- The blank diameter can be calculated by setting the initial blank volume equal to the final volume of the part and solving for diameter Db.
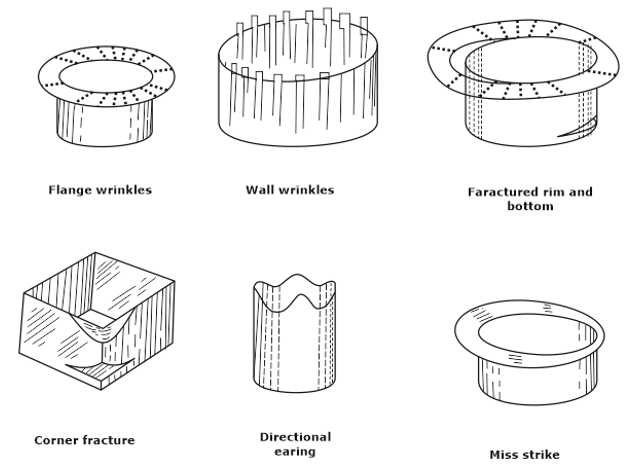
DEEP DRAWING DEFECTS- As already noted, many types of deformations are involved in the deep drawing operation on sheet metals.
- Insufficient blank holder pressure causes wrinkles to develop on the flange, which may also extend to the wall of the cup.
- Too much of a blank holder pressure and friction may cause a thinning of the walls and a fracture at the flange, bottom, and corners(if any).
- While drawing a rolled stock, ear lobes tend to occur because of the anisotropy induced by the rolling operation.
- Due to this misplacement of the stock, unsymmetrical flanges may result. This type of defect is commonly referred to as a mass strike.
- The effect of large grain size is to produce a dull surface (orange peel effect). This effect is also common in bending operations.
If you are preparing for ESE/ GATE or other PSU Exams (Mechanical Engineering), then avail Online Classroom Program for ESE and GATE ME
Comprehensive Preparation for GATE & ESE ME Exams
You can avail Test Series specially designed for all Mechanical Engineering Exams:



