
- Home/
- GATE MECHANICAL/
- GATE ME/
- Article
Pattern Allowances – Explain Allowances in Casting and its Types
By BYJU'S Exam Prep
Updated on: September 25th, 2023

Pattern allowances play an important role in obtaining adequate patterns. The pattern size is never kept the same as that of the desired casting because the casting is subjected to various effects during cooling. Thus, corresponding pattern allowances are made in the pattern to compensate for these effects.
Pattern allowances include allowances for shrinkage, allowances for machining, allowances for the draft, allowances for rapping or shaking, and allowances for distortion. Here, we will discuss pattern allowances and types of pattern allowances in detail.
Download Complete Manufacturing Engineering Materials Formula Notes PDF
Table of content
What is Pattern in the Casting Process?
The pattern is a replica of the device produced by the casting process. When molded in the sand, this forms a mold. Casting is formed after the molten metal is poured into the mold. Patterns are very important in casting because they determine the quality and perfection of a particular casting process. Gates and runners are the most important elements in many patterns.
The pattern is the fundamental requirement for mold creation and is always larger than the casting size. There should be a proper pattern selection to withstand rough handling. It creates a cavity in the mold for casting processes. Metals such as aluminum, brass, plaster, and wax can be used to create patterns.
What are the Pattern Allowances?
A pattern is a slightly larger version of a casting that is used to make a mold cavity. This pattern change is caused by the fact that when the cast solidifies, it shrinks to a certain extent due to the metal shrinkage property during cooling. As a result, a pattern is made slightly larger to compensate. Pattern allowances refer to these minor changes in the pattern.
Type of Pattern Allowances
The art of designing patterns is known as pattern making. It is the first and most important step in the casting process. The patternmaker must account for the mold type and casting metal characteristics and make an exact replica of the shape they want to cast. For this pattern, allowances are provided. These provisions are built into the pattern:
- Shrinkage allowance
- Draft allowance
- Rapping or shake allowance
- Distortion allowance
- Machining allowance
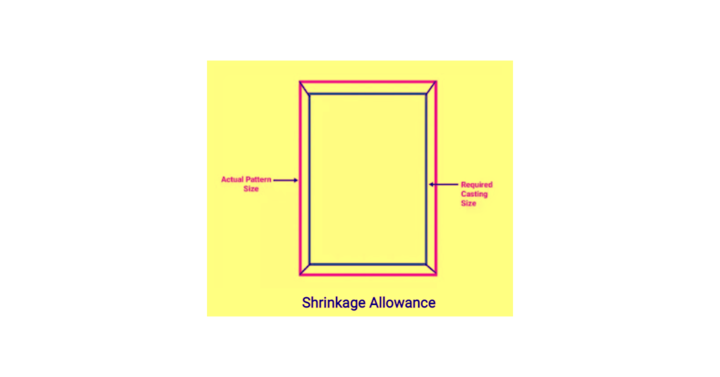
Shrinkage Allowance
The dimensions of the patterns grow larger after the metal solidifies from further cooling (room temperature). As a result, the pattern size is larger than the finished cast product size. This pattern allowance is referred to as shrinkage allowance.
Shrinkage allowances are three types:
- Liquid shrinkage: The contraction that occurs when liquid metal or alloy temperature falls from the pouring temperature to the liquidus temperature is referred to as liquid contraction.
- Solidification shrinkage: Contraction as a result of cooling from the liquid to the solidus temperature, also known as solidifying contraction.
- Solid shrinkage: Contraction that follows until the temperature reaches room temperature. This pattern allowance is referred to as solid contraction.
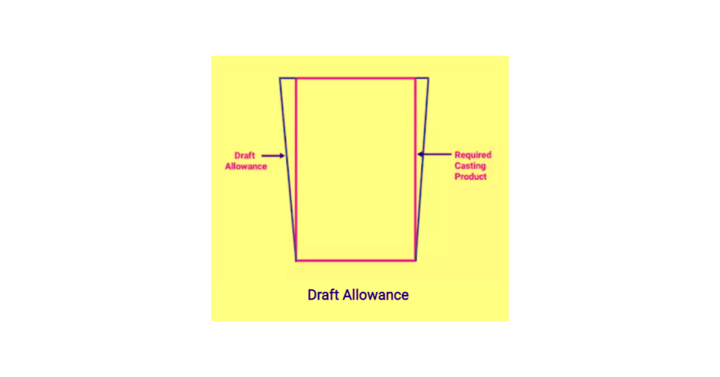
Draft Allowance
When the pattern is removed from the mold, the parallel surface to the withdrawal direction is slightly damaged and converted into slightly tapered surfaces. These parallel surfaces on the pattern are slightly tapered to compensate for these changes (nearly 1 -2 degrees). This allows for easy removal of the pattern from the mold while having no effect on the casting process. Draft allowances are the changes made to the pattern surface to protect it from damage.
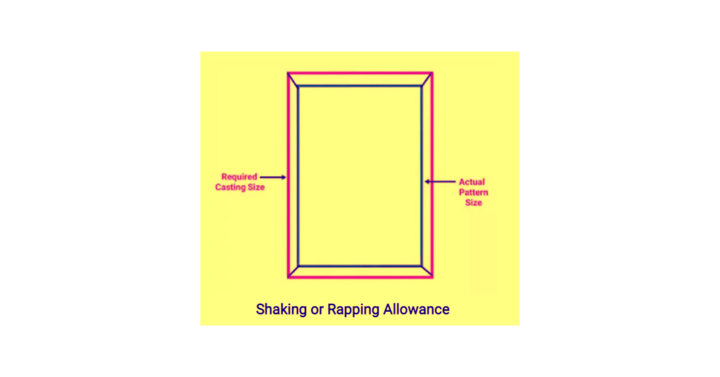
Rapping or Shake Allowance
When removing the pattern from the casting sand, it must be shaken slightly to remove it from the sand, causing a slight increase in casting dimension. The patterns are made slightly smaller from casting to compensate for the increased casting. Shaking or rapping allowances refer to this change in pattern dimension.
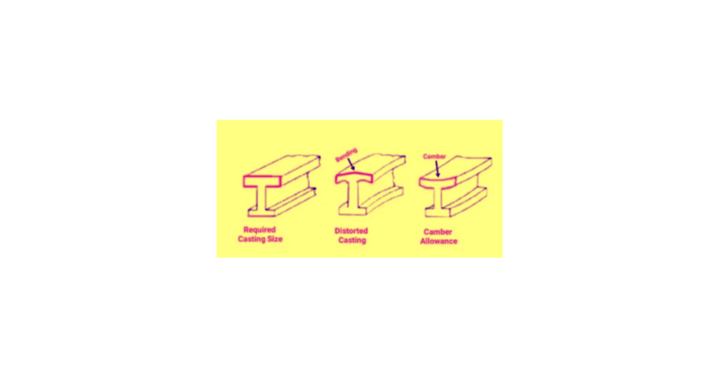
Distortion Allowance
Because of the uneven metal thickness in the casting process, stress develops in the solid metal during the cooling process. This stress may cause casting distortion or bending. To prevent bending or distortion in casting, a camber is provided in the opposite direction so that the casting becomes straight when bending occurs due to uneven metal thickness. Bending Allowances are the changes in pattern shape that compensate for bending while casting.
Machining Allowance
Because we know that the product of a casting process has a very poor surface finish, the surface of the final casting product will be rough. However, we require a polished product with a smooth surface finish. So, to achieve a good surface finish, the final product of casting is machined using processes such as turning or grinding.
This post-casting machining results in a significant loss. The casting pattern includes machining or finishing allowances to compensate for this loss. This allowance is added to the basic pattern size. It varies from less than 2 mm to 15 mm, depending on the size and material of the part.


